
Guía práctica de Lean Manufacturing para el empresario
Lean Manufacturing paso a paso
Seguramente has escuchado mucho sobre Lean Manufacturing. Tal vez tienes experiencia intentando implementar sus herramientas en la empresa. Incluso sabes perfectamente de lo que te hablo si escuchas el término DMAIC o Mejora Continua.
O tal vez nunca has escuchado sobre esto, pero quieres hacer mejora empresarial.
En cualquiera de los casos, esta guía del empresario para Lean Manufacturing está pensada para todo aquel que está harto de que no pase nada y quiere hacerse cargo y mejorar su empresa.
A lo largo de años de consultoría, hemos encontrado mucha confusión alrededor de la Mejora Continua. Nadie tiene claro dónde empezar ni hacia dónde dirigir esfuerzos. O incluso, qué herramientas utilizar para los problemas que se presentan.
Por eso, decidimos hacer esta guía.
Si estás buscando encontrar el camino hacia una empresa más productiva con menos desperdicios y (lo mejor de todo) que vive la cultura del kaizen o mejora continua, entonces estás en el lugar correcto.
Antes de leer esto, debes tener en claro que esta guía es solo una herramienta que te ayudará a trazar tu camino. A diferencia de la teoría, en la realidad, las empresas tienen diferentes culturas, estructuras organizacionales, metas productivas y procesos. Sin embargo, algo que todas las empresas comparten es la posibilidad de ser mejores. De aprender del pasado y corregir para el futuro. Lean Manufacturing ha probado ser una filosofía imbatible ante el paso de los tiempos. Su enfoque en la excelencia le permite mantenerse vigente y pasar la prueba del tiempo. En todo el mundo, empresas de todos los giros han encontrado sabiduría en sus principios y han aprendido a crecer constantemente utilizando la mejora continua.
Si estás dispuesto a abrirte a la posibilidad de encontrar soluciones en los lugares más inesperados, de aprender incansablemente de tus errores del pasado, de colaborar con tu equipo de trabajo para encontrar mejoras de productividad, costos y calidad, entonces esta guía es para ti.
Introducción
Este es un artículo largo. Para facilitar la navegación lo dividí en las siguientes secciones:
- Requisitos para implementar Lean Manufacturing
- ¿Qué es Lean Manufacturing?
- Flujo Just in Time y Sistemas Pull
- Maquinaria Lean
- Cuánto debe trabajar mi empresa
- Reducción de Mura: Estabilidad de Proceso
- Administración para la mejora continua
- Implementación Lean Manufacturing Paso a Paso
Esta guía está estructurada de tal forma que se explican los conceptos generales de Lean y se enlaza a artículos relacionados que profundizan en las herramientas o conceptos de la metodología. (Este es un artículo vivo, se actualizará a medida que agreguemos contenido específico en el blog)


Primero, explico de qué se trata la metodología y cómo es que se conectan las herramientas. Si quieres saltarte todo esto, te recomiendo pasar a la sección Implementación Lean Manufacturing Paso a Paso.
En esta sección, aterrizamos todos los conceptos expuestos en el artículo y cerramos con una serie de pasos para realizar una implementación. Habiendo dicho esto, estamos listos.
¡Manos a la obra!
1. Requisitos para implementar Lean Manufacturing
Uno de los principales prejuicios que existen en el mundo de la Manufactura Esbelta es que Lean Manufacturing únicamente funciona en fábricas. Este es el primer mito que vamos a eliminar. Lean Manufacturing tiene principios que pueden ser aplicados a todo tipo de empresas: Manufactura, Servicios, Comercialización… No importa el sector. Los principios y herramientas son universales.
Ahora bien, de manera similar al cuerpo humano, la medicina que utilizamos para un malestar estomacal o un resfriado no es la misma. En el mundo de la manufactura esbelta sucede lo mismo. Dependiendo del problema es la herramienta que vamos a utilizar.
El único requisito que existe para poder implementar Lean Manufacturing en una empresa es: Querer.
Vivir una cultura de mejora continua es vivir una cultura de cambio continuo. Si tu empresa no está preparada para cambiar. Si tus empleados están acostumbrados a decirte lo que quieres escuchar y no lo que tienes que escuchar. Si los problemas se ocultan en vez de exponerse para después resolverlos, entonces no estás listo para implementar Lean Manufacturing.
En cambio, si estás dispuesto a profundizar en un análisis crítico de tus procesos y hacer evidentes todos los problemas para después corregirlos, entonces estás en el camino correcto.
2. ¿Qué es Lean Manufacturing?
Manufactura Esbelta
Mucho hemos hablado de Lean Manufacturing, pero aún no describimos qué es.
Más que una metodología, Lean Manufacturing es un marco de referencia de conceptos y métodos enfocados en mejorar la vitalidad empresarial.
Se fundamenta en herramientas nacidas en Estados Unidos y Japón en la década de los 50. Su enfoque es armonizar los procesos para así crear la mejor calidad con el menor costo y con el menor tiempo de entrega mediante la eliminación y control de las limitantes de la productividad.
¿Qué son las limitantes de la productividad?
Existen tres grandes enemigos de la productividad en todos los ambientes productivos. La sobrecarga en los procesos, la variabilidad y (la peor limitante de todas) los desperdicios.
Para explicar estos conceptos, haremos uso de 3 vídeos generados por nuestros amigos del Instituto Mudanai de Creación de Valor
MURI: Sobrecarga
La sobrecarga se presenta cuando tenemos procesos que cumplen cualquiera de las siguientes condiciones:
- Son Peligrosos (Kiken en japonés)
- Son Sucios (Kitanai)
- Son Pesados (Kitsui)
Si encuentras procesos que siguen cualquiera de estas características en tu proceso (Ojo: incluso capturar datos en una hoja de Excel puede ser un proceso pesado) estás limitando la productividad del personal dedicado a realizar esta actividad.
Normalmente, la solución a este tipo de limitantes llega gracias a la implementación de sistemas Jidhoka.
MURA: Variabilidad
La variabilidad es otra de las limitantes de la productividad. A diferencia de Muri o Muda, la variabilidad no se puede eliminar, pero sí se puede controlar.
La variabilidad puede afectar a la empresa en maneras insospechadas. Puede presentarse afectando la calidad de los procesos, al variar las características de las materias primas. O puede tener un impacto en la inversión de inventario al presentarse como variabilidad de la demanda.
Por su naturaleza, es imposible eliminarla; sin embargo, podemos estudiarla para aprender a controlarla. Típicamente, utilizamos herramientas de Six Sigma o Control Estadístico de Procesos para comprender la variabilidad, asignarle causas raíz y eliminarlas de fondo.
MUDA: Desperdicios
Los desperdicios son el meollo principal de la Manufactura Esbelta.
Antes de enumerar los desperdicios. Debemos comprender el significado de fondo. ¿Qué es un desperdicio?
Los desperdicios son todas aquellas actividades que no generan valor para la empresa. Por ejemplo, producir un lote defectuoso no agrega valor. No puedes vender el producto y además, invertiste en mano de obra, materia prima, recursos administrativos y de planeación para un lote de producto que probablemente irá a la basura. O peor aún, que necesitará aún más inversión para ser recuperado.
Pero ese ejemplo estaba fácil. Obviamente producir un lote de producto defectuoso es un desperdicio, pero… Suponiendo que es un requisito que el producto vaya del punto A al B para ser manufacturado ¿Mover el producto entre almacenes es un desperdicio?
La respuesta es: Sí.
Si no estamos transformando el producto, no estamos haciendo trabajo que crea valor. Todo el resto de cosas que suceden son o actividades de soporte (que suceden para que se pueda crear valor) o desperdicio.
Taiichi Ohno describió 7 principales desperdicios que afectan a todos los procesos.
- Sobreproducción
- Esperas
- Transporte
- Proceso (O sobreproceso)
- Inventarios
- Movimientos Innecesarios
- Defectos
¿Para qué sirve Lean Manufacturing?
Lean Manufacturing existe por una razón muy sencilla:
Producir con la mayor calidad, al menor costo con el menor tiempo de entrega.
Puede lograr esto al Conectar Procesos y Eliminar desperdicios.
3. Flujo Just in Time y Sistemas Pull
¿Qué es Just in Time?
Just in Time o Justo a Tiempo es un sistema de producción que produce y entrega lo que se necesita, cuándo se necesita en la cantidad que se necesita.
Los clientes quieren los mejores productos posibles a los menores precios posibles y los quieren lo más rápido posible.
Justo a tiempo busca la eliminación total de todos los desperdicios para lograr la mejor calidad posible, al menor costo y con el menor tiempo posible para manufactura y entrega.
Este sistema se compone de tres elementos principales:
- 1. Flujo de una pieza (One piece flow)
- 2. Sistema Pull
- 3. Takt Time
El concepto central de Lean Manufacturing y del flujo Just in Time o Justo a Tiempo es ordenar todos los procesos productivos en una secuencia sencilla y estable basada en la tasa de ventas
¿Qué significa One Piece Flow?
One piece flow, o flujo de una pieza, significa producir y mover una pieza a la vez o un lote pequeño y consistente a través de una serie de pasos de procesamiento tan continuos cómo sea posible, de tal manera que la velocidad de producción sea igual a el tiempo Takt. Es importante que cada proceso fabrique únicamente lo que es requerido por el siguiente proceso.
¿Qué significa Pull?
Pull es lo contrario a Push. Significa que nadie debe en ningún momento producir o entregar productos, partes o servicios hasta que el cliente del siguiente proceso lo requiera.
Empujar cosas al siguiente proceso causa sobreproducción y cómo lo vimos en la sección de MUDA, este es el peor de los desperdicios.
Pull se vale de herramientas cómo Heijunka y Kanban para prevenir la sobreproducción y reducir el inventario en cada uno de los procesos.
Adicionalmente, el diseño de las plantas debe de estar pensado en ubicar las cosas estratégicamente para evitar desperdicios. Herramientas cómo 5S ‘s nos ayudan a encontrar un lugar para todas las cosas y mantener todas las cosas en su lugar.
¿Qué es el Takt Time?
Takt Time o Tiempo Takt es el ritmo al que se produce. Está determinado por la velocidad con la que los clientes compran nuestro producto. Tiene la función de marcar el paso al que la fábrica debe de operar.
A diferencia de los sistemas MRP (dónde cada proceso recibe un plan de producción), en el caso de una implementación de sistemas de planeación Pull solo hay un lugar en el que se planea la producción. Este será el último de los procesos de la planta. El ritmo al que este proceso trabaje, determinará los pedidos a procesos previos en la cadena productiva y detonará la velocidad de producción de la fábrica.
El Takt Time se calcula de la siguiente manera:
![]()
![]()
4. Maquinaria Lean
A diferencia de la filosofía occidental tradicional, al implementar Lean Manufacturing no estamos buscando reducción en costos unitarios, sino que buscamos una optimización del costo global de operación.
Esto se traduce a una particular filosofía al momento de seleccionar y comprar equipo para las fábricas, así como herramientas para mejorar la productividad del equipo al aumentar su disponibilidad.
Cómo analizamos en bloques anteriores de este artículo, al diseñar un proceso esbelto, buscamos utilizar equipo que pueda manufacturar bajo un paradigma de una sola pieza o de lotes pequeños.
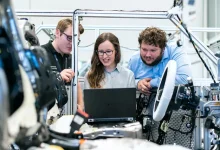
Partiendo del principio de que el personal es el recurso más importante con el que cuenta una empresa, debemos buscar formas de aumentar su productividad. Por eso es importante utilizar equipo que nos permita automatizar y autonomizar los procesos.
¿Qué es Jidhoka/Jidoka?
La mejor manera de aumentar la productividad de cualquier proceso es lograr que el proceso trabaje por sí mismo.
Normalmente, el primer paso que damos para lograr eso es automatizar los procesos. De esta manera, logramos que la máquina trabaje automáticamente, mientras la persona está realizando actividades de mayor valor agregado. A esto le llamamos automatización y se traduce al japonés como Jidoka.
Sin embargo, automatizar una máquina no se traduce automáticamente en aumentar la productividad del proceso. Por ejemplo, si la máquina comienza a producir defectos, será muy eficiente produciendo defectos.
Aquí es donde la inteligencia humana nos ayuda a comprender los procesos, pararlos de ser necesario y corregir los problemas.
Otra forma de solucionar esto es implementar Jidhoka en los procesos. Jidhoka (con la “h”) se traduce como autonomización. Es decir, configurar al equipo para que trabaje automáticamente y que además sea autónomo en la detección (y si es posible) corrección de problemas.
La Administración Visual, Poka Yokes y sistemas Chaku-Chaku han nacido para facilitar la implementación de Jidhoka en nuestros procesos.
¿Por qué debo usar Jidhoka?
En los lugares en que los procesos no estén equipados con Jidhoka, se necesitan operadores para vigilar los equipos para la prevención de los defectos. Jidhoka nos permite construir calidad en cada una de las operaciones al separar a los operadores de las máquinas para realizar el trabajo más eficientemente.
¿Qué podemos lograr al separar el trabajo manual del trabajo de las máquinas?
Al liberar a los operadores de permanecer atados a una máquina podemos aprovecharlos para ejecutar otras actividades de valor agregado durante el tiempo de ciclo de cada máquina. Por ejemplo, podemos obtener operadores que operan diferente maquinaria simultáneamente.
5. ¿Cuánto debe trabajar mi empresa?
Normalmente, todas las empresas tienen exceso de recursos. Esto es peligroso porque nos puede conducir al peor de los desperdicios: la sobreproducción.
Los sistemas Pull, Kanban y el Marcapasos sirven para evitar la sobreproducción y sólo manufacturar lo que el mercado está consumiendo.
Sin embargo, si la empresa tiene los incentivos equivocados, es fácil caer en entornos en que la sobreproducción es la norma. Uno de ellos es medir los procesos buscando el menor costo unitario.
La trampa del costo unitario
Si toda la medición de los procesos de nuestra empresa está enfocada en reducir el costo unitario de cada pieza, puedo asegurarte que tienes sobreproducción en tus procesos. Incluso sin darme una vuelta por tu fábrica, o por tu oficina, te puedo asegurar que hay grandes lotes de producto, o expedientes esperando a ser trabajados por las máquinas más rápidas o más capaces (O esas máquinas que no deben parar porque son muy caras).
Todo eso que está alrededor de tu proceso es desperdicio.
Por ahorrarte centavos en cada una de las piezas que produces con alta velocidad o volumen, estás perdiendo dólares en inversión en materia prima, producción de piezas defectivas, esperas de producto para ser trabajado, pocas opciones para los clientes…
Esta es la trampa del costo unitario
Como empresario que busca aumentar los ingresos GLOBALES de la empresa y reducir los costos GLOBALES de la misma, te recomiendo repensar tu estrategia de evaluación y medición de procesos.
Aumento de la Disponibilidad Operativa
Ahora bien, de acuerdo a lo que platicamos anteriormente, la mejor manera de reducir los costos globales de operación es teniendo equipo que permita el trabajo en una sola pieza tratando de evitar los equipos grandes o rápidos que nos llevan a la sobreproducción.
Bueno, desafortunadamente, esto no siempre es posible. Sin embargo, para mantener la flexibilidad productiva sin comprometer la capacidad de salida de los equipos existen diversas estrategias que podemos seguir.
Antes de profundizar en las estrategias, vamos a profundizar en algunas definiciones.
Tasa de Operación
La tasa de operación es el tiempo total que una máquina está siendo utilizada durante un espacio de tiempo (Turno, Día, etc.):
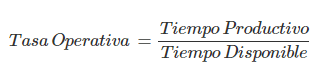
Disponibilidad Operativa
La disponibilidad operativa es la fracción de tiempo que una máquina funciona adecuadamente cuando es necesitada.

La trampa en que caemos normalmente al buscar la mejora del costo unitario es que perseguimos una alta Tasa de Operación. Esto causa usualmente desperdicios, sobreproducción y un aumento en el costo global de operación.
En cambio, si buscamos perseguir una disponibilidad operativa del 100%, estamos completamente seguros que estamos invirtiendo adecuadamente para producir lo que ya hemos vendido.
Podemos asegurar el aumento en la Disponibilidad Operativa de nuestro proceso al implementar herramientas como TPM para aumentar el OEE y reducir las 6 grandes pérdidas.
Reducción del Tiempo de Setup
La segunda estrategia que podemos aprovechar para asegurar que la disponibilidad operativa se mantiene en niveles altos aun utilizando equipos que producen mucho volumen y grandes lotes es el reducir el tiempo de preparación.
Usualmente, los equipos más grandes son más complicados de preparar para llevar a producción. Es por ello que suelen utilizarse para producir muchas piezas de un mismo tipo antes de cambiar su configuración para fabricar algo más.
SMED nació precisamente para combatir este problema. Al aplicar esta técnica, puedes reducir el tiempo de cambio de producto de horas a minutos.
Recuerda que llegar a estos niveles de productividad no sucede de la noche a la mañana y se requiere un trabajo constante de mejora continua para llevar poco a poco a la empresa al éxito.
6. Reducción de Mura: Estabilidad de Proceso
La variabilidad es una limitante de la productividad que no podemos eliminar. Sin embargo, sí podemos controlarla.
Muchos de los desperdicios que se generan en cualquier proceso productivo, tienen que ver con una falta de control en esta limitante.
Se han desarrollado varias técnicas para limitar la influencia que tiene la variabilidad dentro de nuestros procesos. Ahora platicaremos un poco sobre ellas.
Control por zonas
A diferencia de la inspección tradicional (en la que situamos una inspección de calidad al final de cada proceso y dedicamos personal especializado sólo para realizar estas revisiones), en una empresa Lean implementamos el control por zonas.
Imaginemos un mundo ideal. Los productos corren sin problemas ni defectos por las líneas. No hay variabilidad, siempre producimos lo que necesitamos y por supuesto, no hay defectos.
Desafortunadamente, en la realidad siempre seremos víctimas de la variabilidad y seguiremos produciendo defectos. Sin embargo, el control por zonas es la mayor posibilidad que tenemos de acercarnos a este mundo ideal.
Al implementar el Control por Zonas, podremos identificar defectos y prevenirlos o incluso corregirlos antes de que caminen al siguiente proceso.
Una línea que se detiene automáticamente al detectar un problema es uno de los métodos de Control por Zonas.
El corazón de la implementación del Control por Zonas recae en herramientas cómo Administración Visual y Poka Yokes.
Trabajo Estándar
Significa establecer la operación precisa de cada trabajador basándonos en tres elementos:
- Takt Time
- Secuencia de Trabajo
- Inventario Estándar (Inventario en proceso)
El propósito de hacer Trabajo Estándar es proveer una base para la mejora continua por medio de Kaizen. Si no podemos diferenciar lo que es normal de lo que no lo es, nos resultará de mucha dificultad encontrar propuestas de mejora que funcionen todo el tiempo y en todos los casos.
Los beneficios del trabajo estándar incluyen la documentación del proceso actual para todos los turnos, reducción en la variabilidad, facilidad en el entrenamiento de nuevos operadores y reducción en las lesiones y sobrecarga de los trabajadores.
El trabajo estándar es la base de las operaciones para producir sin defectos de la manera más segura y fácil basándonos en la tecnología actual.
Six Sigma
A pesar de que el trabajo estándar nos ayuda muchísimo a limitar el impacto que tiene la variabilidad en nuestros procesos, si no se complementa con otras herramientas, no será suficiente para controlar la variabilidad.
Six Sigma nace como una herramienta especializada en comprender la variabilidad natural que tienen todos los procesos y desarrollar una serie de pasos estructurados para corregir los problemas de raíz.
7. Administración para la mejora continua
Administración Genryou
¿Cómo ganar dinero incluso en tiempos de crisis y crecer constantemente sin limitantes por la inversión?
La Administración Genryou nace justamente para contestar esta pregunta. Nació debido al entorno en que se encontraba Japón después de la segunda guerra mundial. La guerra había devastado al país. Los recursos (incluso la mano de obra) eran escasos y difíciles de conseguir. La respuesta de Taiichi Ohno (que pregonaba este concepto en el grupo Toyoda y Toyota) fue el crear un sistema de administración basado en una cantidad (Ryou en japonés) limitada (Gen en japonés) de recursos.
Este estilo de administración se fundamenta en tres pilares:
Shoujinka o Linealidad Laboral
Linealidad del Capital o inversiones incrementales
Linealidad de Material
Shoujinka
Shoujinka es una filosofía en la que se planea el requerimiento de personal para un proceso productivo de una manera totalmente flexible, de tal manera que el número de operadores incremente o se reduzca de acuerdo a las fluctuaciones de la demanda.
Linealidad del Capital
Esta es una filosofía para diseñar y comprar equipo para cualquier proceso. El principio fundamental es que las máquinas deben de ser diseñadas de tal manera que se puedan añadir o eliminar pequeños incrementos de capacidad a medida que la demanda del producto cambia.
Linealidad de Material
El consumo de material debe aumentar o reducirse proporcionalmente a las fluctuaciones de la demanda. Esto solo puede ejecutarse si se cumplen las reglas de un sistema Pull y se tiene los productos adecuados en la cantidad requerida en el momento adecuado para iniciar la producción. Este es el requisito para la linealidad del Material.
Participación del Personal en la Mejora
Hasta este momento hemos hablado de diferentes conceptos que están relacionados con la implementación de herramientas de Lean Manufacturing en la empresa.
Cómo lo mencioné en una sección previa, el mejor recurso que tiene una empresa es su personal.
Lean Manufacturing hace un reconocimiento de esto colocando a la fuerza de trabajo en el centro de la mejora de competitividad.
Afortunadamente, una de las características con las que contamos como seres humanos es nuestra gran habilidad para realizar diversas actividades, pensar y actuar para mover montañas. Una vez que el personal se encuentre entrenado en el pensamiento básico de la manufactura esbelta muchos de ellos estarán dispuestos a mejorar la empresa por medio de la realización de Kaizen o Mejora continua.
8. Implementación Lean Manufacturing Paso a Paso
Finalmente estás aquí.
Y debes saber algo.
No existe una guía para implementar Lean Manufacturing paso a paso.Todas las empresas son diferentes y todos los problemas están rodeados de contextos muy diversos, por lo tanto, implementar Lean Manufacturing siguiendo una checklist es algo poco práctico.
Sin embargo, ya conocemos las definiciones principales. Ya tenemos las piezas clave para diseñar una estrategia de Lean Manufacturing que se adapte a nuestra realidad.
Recuerda, Lean Manufacturing existe para aumentar el flujo al reducir los desperdicios de la empresa, así que, sin importar el tipo de empresa, lo primero que debemos hacer es encontrar dónde se encuentran los bloqueos del proceso.
¿Cómo identifico los bloqueos en procesos?
Para identificar este tipo de bloqueos, te recomiendo realizar un Mapa de la Cadena de Valor o Value Stream Map (VSM). Esta herramienta es ideal para identificar las oportunidades de mejora en los procesos productivos.
Una vez que tenemos identificadas nuestras mejores oportunidades de mejora, toca realizar una planeación global para identificar y compartir con todos los empleados los objetivos de mejora de la empresa. La planeación Houshin-Kanri está diseñada justo para definir y desplegar los objetivos y políticas a toda la organización. Sin embargo, también puedes utilizar herramientas como el Balanced Scorecard (BSC) o herramientas tradicionales de planeación estratégica para lograr este objetivo.
Ya que tengas diagnosticados los problemas y establecidos los objetivos de la empresa, sigue la selección de herramientas para eliminar los bloqueos en el sistema.
La siguiente tabla describe el tipo de problemas que resuelve cada una de las herramientas de Lean Manufacturing.
Herramientas Lean Manufacturing
5 S’s
Sirve para:
Incrementar la productividad. Elimina desperdicios de movimientos innecesarios, esperas y búsquedas.
Kanban
Sirve para:
Sistema de comunicación para los materiales dentro de la planta. Sirve para comunicar la demanda y planear la producción acorde a las necesidades.
Heijunka
Sirve para:
La traducción literal es: Nivelación. Nos ayuda a limitar el impacto que tiene la variación de la demanda en nuestros procesos. Trabaja en conjunto con Kanban.
SMED
Sirve para:
Single Minute Exchange of Dies. Cambio rápido de Herramentales para flexibilizar nuestros equipos y reducir al máximo el desperdicio en esperas por tiempos de preparación de las máquinas.
TPM
Sirve para:
Sistema de administración de los activos fijos de la empresa. Enfocado en mantener la mayor disponibilidad operativa del equipo al reducir las 6 grandes pérdidas.
Chaku - Chaku
Sirve para:
Cargar-Cargar. Diseño de equipo y líneas de manufactura en que los operadores solo cargan el material en la máquina. La máquina realiza sola el proceso y le da salida al material.
Pokayoke
Andon
Sirve para:
Filosofía de administración del piso en la que todo puede ser controlado con un simple vistazo.
Trabajo estándar
Sirve para:
Estandarización de los procesos de manufactura de una planta basándose en el tiempo Takt, la secuencia de trabajo y el inventario estándar. Sirve para crear una base repetible sobre la que podemos hacer mejoras incrementales a través de Kaizen.
Six Sigma
Sirve para:
Control estadístico de procesos con seis desviaciones estándar. Sirve para encontrar y solucionar de raíz los problemas asignables a la variabilidad.
Shoujinka
Sirve para:
Filosofía de contratación de personal. Sirve para crecer o disminuir las necesidades de mano de obra a medida que la demanda fluctúa.
Kaizen y Círculos de Calidad
Value Stream Mapping
Sirve para:
Herramienta diseñada para mapear el flujo de los productos y la información a lo largo de la cadena de valor. Sirve para encontrar candidatos para la realización de talleres Kaizen.
Houshin-Kanri
Notas Finales
Recuerda que el éxito de una implementación de Lean Manufacturing en la empresa depende del involucramiento de todas las partes. Los esfuerzos de Lean suelen empezar desde niveles directivos y bajar poco a poco a todas las áreas de la empresa. Este es un esfuerzo colectivo que no puede realizarse por una persona. Es por ello que es crucial para el éxito de cualquier estrategia Lean el mejorar las habilidades del personal y dirigirlas adecuadamente.
Cómo consejo general te recomiendo listar todos los problemas que encontraste en la organización y organizarlos de tal manera que puedas identificar las mejores oportunidades relativas al trabajo a realizar.
Más que una metodología, Lean Manufacturing es una filosofía que te ayuda a convertir a tu empresa en una máquina de detección y solución de problemas. Una vez que tu empresa vive el camino de la mejora continua y aprende constantemente de los problemas, enfocada en eliminar desperdicios y aumentar el flujo, entonces es una empresa Lean.